

Injection Molding Services Capabilities
Benefits of Plastic Injection Molding
Plastic Materials Used in Injection Molding
Injection Molding Process Steps
Advanced Injection Molding Techniques
Injection Molding Finishes and Post-Processing Options
Horizontal vs Vertical Injection Molding
Injection Molding Design Considerations
Injection Molding Design Guidelines
Injection Molding Applications
Injection Molding Production Volumes and Lead Times
Injection Molding Cost Factors
Why Manufacturers Choose Hansen Plastics
Custom Plastic Injection Molding Services and Manufacturing Guide
Plastic injection molding is one of the most efficient ways to manufacture repeatable, high-precision plastic parts at scale. By injecting molten thermoplastic resin into a custom mold, manufacturers can produce complex components with tight tolerances, dependable quality, and consistent results across long production runs.
It is often the right manufacturing choice when part repeatability, material performance, and cost efficiency all need to work together. From industrial components to life safety, fluid movement, appliance, and transportation applications, injection molding gives manufacturers a dependable path from part design to full production.
At Hansen Plastics, the focus is not just on making parts. It is on building stable molding processes that hold up in real production. That includes evaluating part design, tooling requirements, material selection, and process strategy early so each program is set up for manufacturability, quality, and repeatable performance.
Injection Molding Services Capabilities
| Capability | Details |
| Lead Time | As fast as 5 business days; 3 weeks is typical for most projects |
| Production Options | Domestic and international |
| Materials | Most plastics, including custom sourcing and matching |
| Machines and Tooling | Single, multi-cavity, and family molds; 50 to 3,700+ ton presses; automated side actions or hand-loaded cores |
| Inspection and Certification Options | ISO 9001, AS9100, ISO 13485, IATF 16949, UL, ITAR, ISO 7 and 8 medical clean rooms; FAI and PPAP available |
| Tool Ownership | Customer-owned with mold maintenance |
| Mold Cavity Tolerances | ±0.005 in when machining the mold, plus an additional ±0.002 in per inch for shrink rate calculations |
| Part-to-Part Repeatability | ±0.004 in or less |
| Critical Feature Tolerances | Tighter tolerances available on request; may increase tooling cost due to added sampling and grooming; critical features milled steel-safe |
| Mold Classes | Steel and aluminum tooling from Class 105 prototype molds to Class 101 extremely high-production molds |
| Production Types | Prototype, bridge, and production molding |
| Tooling Options | Aluminum and steel tooling for different production volumes |
| Mold Types | Single-cavity, multi-cavity, family molds, insert molding, overmolding |
| Materials | Commodity and engineering-grade thermoplastics, including ABS, polypropylene, nylon, polycarbonate, acetal, PPS, and PEEK |
| Process Expertise | Decoupled molding, insert molding, overmolding, multi-material molding |
| Quality Approach | Process-focused quality control built around repeatability, dimensional consistency, and stable production |
| Tolerance Approach | General and critical-feature tolerances reviewed by part geometry, resin, shrink, and tooling strategy |
| Industries Served | Medical, consumer electronics, industrial, appliances, automotive, life safety, fluid movement, transportation, construction, agriculture |
Benefits of Plastic Injection Molding

Plastic injection molding remains a go-to manufacturing process because it solves several production challenges at once. It gives manufacturers a way to produce complex plastic parts with repeatable quality, efficient cycle times, and a cost structure that improves as volume increases. When the part design, tooling, and process are aligned, injection molding can deliver reliable results over long production runs.
High Precision and Tight Tolerances
Injection molding is well suited for parts that need consistent dimensions and repeatable geometry. A properly built mold and a controlled process make it possible to produce parts with tight tolerances across thousands of cycles. That level of precision matters in applications where parts need to fit correctly, assemble cleanly, or perform the same way from one run to the next.
Repeatable Quality From Run to Run
One of the biggest advantages of injection molding is consistency. Once the tool is built and the process is dialed in, the same part can be produced over and over with far less variation than many other manufacturing methods. That repeatability is a major reason manufacturers use injection molding for programs where quality, fit, and performance cannot drift over time.
Efficient Production at Scale
Injection molding requires upfront investment in tooling, but it becomes highly efficient once production is underway. The process is built for repeatable output, which makes it a strong fit for medium- to high-volume programs. For manufacturers planning long production runs, injection molding can deliver a lower per-part cost while maintaining stable quality.
Broad Material Options
Injection molding also gives manufacturers flexibility in material selection. Common thermoplastics and higher-performance engineering resins can be matched to the requirements of the part, whether the priority is impact strength, wear resistance, chemical resistance, dimensional stability, or heat performance. That range gives engineers more control over how the finished component performs in the field.
When manufacturers need a process that can hold tolerances, scale efficiently, and support the right material for the job, plastic injection molding is often the most practical path to production.
Why manufacturers choose injection molding
| Benefit | What it means in production |
| Precision | Repeatable dimensions and tighter tolerances |
| Repeatability | Consistent parts across long runs |
| Scalability | Efficient output from pilot to production |
| Material flexibility | Resin options matched to application needs |
Plastic Materials Used in Injection Molding
The resin you choose can make or break part performance, cycle time, and long-term production consistency. The injection molding materials used in production determine the strength, flexibility, durability, and performance characteristics of the finished component. Because the plastic injection molding process supports a wide range of thermoplastics, manufacturers can select materials that meet specific mechanical, thermal, and environmental requirements.
Choosing the right material involves evaluating factors such as load requirements, operating temperature, chemical exposure, and regulatory considerations. Many manufacturing applications rely on thermoplastics injection molding because thermoplastics can be melted, molded, and solidified repeatedly while maintaining consistent performance.
Common Thermoplastics
Several thermoplastics are commonly selected for injection molding due to their versatility and cost-effectiveness. These materials are used across a wide range of industries, including consumer products, industrial components, and electronic housings.
ABS (Acrylonitrile Butadiene Styrene)
ABS is known for its strength, impact resistance, and dimensional stability. It is frequently used in consumer products, automotive components, and durable plastic housings.
Polypropylene (PP)
Polypropylene is a lightweight and flexible thermoplastic with strong chemical resistance. It is commonly used for packaging, containers, and components that require durability and fatigue resistance.
Nylon (Polyamide)
Nylon offers excellent strength, wear resistance, and durability. It is often used in mechanical components such as gears, bushings, and structural parts that require reliable performance under load.
Polycarbonate (PC)
Polycarbonate is valued for its high impact strength and optical clarity. It is commonly used in protective covers, electronic components, and applications where transparency and toughness are important.
Engineering Resins
In applications requiring higher performance, engineering resins may be used to provide additional strength, heat resistance, or chemical stability. These materials are often selected for demanding industrial environments.
PEEK (Polyether Ether Ketone)
PEEK is a high-performance thermoplastic known for its exceptional strength, heat resistance, and chemical stability. It is often used in aerospace, medical, and high-temperature industrial applications.
PPS (Polyphenylene Sulfide)
PPS offers excellent chemical resistance and dimensional stability at elevated temperatures. It is frequently used in automotive, electrical, and industrial components.
Acetal (POM)
Acetal provides low friction, excellent wear resistance, and strong dimensional stability. It is commonly used for precision components such as gears, bearings, and mechanical assemblies.
Selecting the appropriate plastic material is essential to achieving the desired performance characteristics in the finished part. By evaluating material properties alongside design requirements and production goals, manufacturers can ensure the injection molding process produces durable and reliable components for a wide range of applications.
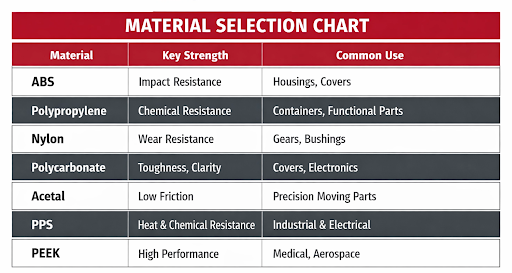
Material selection chart
| Material | Key strength | Common use |
| ABS | Impact resistance | Housings, covers |
| Polypropylene | Chemical resistance | Containers, functional parts |
| Nylon | Wear resistance | Gears, bushings |
| Polycarbonate | Toughness, clarity | Covers, electronics |
| Acetal | Low friction | Precision moving parts |
| PPS | Heat and chemical resistance | Industrial and electrical parts |
| PEEK | High performance | Medical, aerospace, extreme environments |
Injection Molding Process Steps
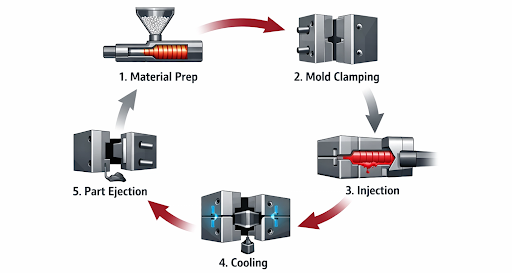
The injection molding cycle consists of a series of controlled stages that work together to produce consistent plastic parts with high precision and repeatability. Each step in the process is carefully managed to ensure proper material flow, part formation, and dimensional accuracy. Understanding the key injection molding steps helps manufacturers optimize production efficiency and maintain consistent part quality.
1. Material Preparation
The process begins with preparing the plastic resin used to create the molded component. Thermoplastic pellets are loaded into the injection molding machine and gradually heated as they move through the barrel. Inside the barrel, a rotating screw melts the material and prepares it for injection by building pressure and ensuring the resin reaches the proper temperature and viscosity.
Ensuring proper material preparation is crucial for a smooth flow of plastic into the mold cavity, allowing it to fully occupy all necessary features of the part.
2. Mold Clamping
Before injection begins, the mold halves are securely closed and clamped together by the injection molding machine. The mold contains the cavity that defines the final shape of the part. Strong clamping pressure is required to keep the mold sealed during injection so that molten plastic does not escape from the mold.
Accurate clamping also ensures the part forms with the correct dimensions and surface finish.
3. Injection
During the injection stage, the molten plastic material is forced into the mold cavity under high pressure. The plastic flows through channels within the mold and fills the cavity that forms the shape of the part. Precise control of injection pressure and speed helps ensure the mold fills evenly and prevents defects such as short shots or air pockets.
4. Cooling
Once the mold cavity is filled, the plastic begins to cool and solidify inside the mold. Cooling time is an important part of the injection molding cycle because it determines how quickly the part can be safely removed without deformation. Cooling channels within the mold help regulate temperature and maintain consistent cycle times during production.
5. Part Ejection
After the plastic has fully solidified, the mold opens and ejector pins push the finished component out of the mold cavity. The molded part is removed, and the mold closes again to begin the next production cycle.
Because this sequence can repeat rapidly, injection molding machines are capable of producing large quantities of identical parts with consistent quality and precision.
Advanced Injection Molding Techniques
Not every molded part fits a standard process window. Some programs involve tighter tolerances, multiple materials, embedded components, or part features that demand more control than conventional molding alone. That is where advanced injection molding techniques come into play.
At Hansen Plastics, these methods are used when the part, the application, or the production requirements call for a more specialized approach. The goal is not to use advanced techniques for the sake of it. The goal is to build a process that produces the part more consistently, reduces secondary work, and performs better in production.
Decoupled Modeling
Decoupled molding is a process control methodology used to separate the filling phase from the packing phase of the molding cycle. That separation gives the processor more control over how the cavity fills and how the part is packed out as the material solidifies.
For parts that need tighter dimensional control or better repeatability from shot to shot, decoupled molding can create a more stable process window. It is especially useful when consistency matters more than simply getting the part out of the mold.
You can learn more in our guide to decoupled injection molding.
Multi-Material Molding
Multi-material molding is used when a single part needs more than one material to do the job. That might mean combining rigidity and flexibility in one component or creating molded features that would otherwise require secondary assembly.
This approach can improve part function, reduce assembly steps, and simplify the finished design. It is often a strong fit for parts that need integrated sealing features, soft-touch areas, or multiple performance characteristics in one molded component.
Overmolding
Overmolding is used when one material is molded over another substrate to create a single finished part. In practice, that often means molding a softer material over a rigid base to add grip, protection, vibration dampening, or a more finished user-facing surface.
When designed correctly, overmolding can eliminate extra assembly steps and improve how the part performs in the field. It is commonly used where ergonomics, sealing, or durability matter.
Insert Molding
Insert molding is used when a metal insert, threaded component, or other pre-formed piece needs to become part of the molded component itself. The insert is placed into the mold first, and the plastic is then molded around it.
This can create a stronger finished part, reduce downstream assembly, and improve consistency compared with installing inserts later as a secondary operation. It is often the better route when the design calls for durable attachment points or integrated hardware.
Advanced molding techniques are most valuable when they solve a real production or design problem. At Hansen Plastics, that means choosing the right process for the part, the tool, and the end-use requirements rather than forcing every job into the same molding approach.
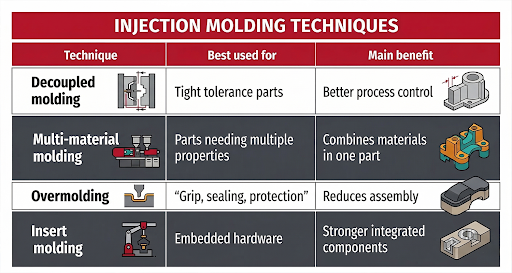
| Technique | Best used for | Main benefit |
| Decoupled molding | Tight tolerance parts | Better process control |
| Multi-material molding | Parts needing multiple properties | Combines materials in one part |
| Overmolding | Grip, sealing, protection | Reduces assembly |
| Insert molding | Embedded hardware | Stronger integrated components |
Injection Molding Finishes and Post-Processing Options
Surface finish and secondary operations can have a major impact on how a molded part looks, functions, and performs in production. In some programs, the finish is mainly cosmetic. In others, it affects part release, downstream assembly, labeling, or how the component is handled in the field.
At Hansen Plastics, finish and post-processing requirements are reviewed as part of the overall manufacturing strategy. The goal is to match the finish level and any secondary operations to the needs of the part without adding unnecessary complexity, cost, or lead time.
Standard Mold Finish
For many molded components, a standard mold finish is the most practical choice. This approach is often a good fit for non-cosmetic parts, internal components, or programs where function matters more than appearance. A standard finish can support efficient production while still delivering a consistent, clean molded part.
SPI Surface Finishes
Some applications require a more controlled or specified molded surface. SPI finishes are commonly used when the part needs a defined polish level, improved cosmetic appearance, or a more consistent visual standard across production. Depending on the part geometry, resin, and end-use requirements, different SPI finishes may be used to create polished, semi-gloss, or lower-luster surfaces.
Textured Mold Finishes
Textured finishes may be used when a part needs a matte appearance, reduced glare, improved surface uniformity, or a more durable cosmetic presentation. Mold texturing can also help mask minor flow lines or surface variation that may be more visible on smoother molded parts. Textured finishes are often considered for housings, covers, and user-facing components where appearance plays a larger role.
As-Molded Parts
Not every molded part requires polishing, texturing, or cosmetic enhancement. In many industrial and functional applications, an as-molded surface is the right choice. This can help reduce cost, simplify production, and keep the focus on part performance rather than appearance where cosmetics are not a priority.
Threaded Inserts and Molded-In Hardware
Some molded parts require stronger attachment points or integrated hardware features. In these cases, threaded inserts or molded-in components can help improve durability and reduce downstream assembly. This approach is often used when a part needs reliable fastening, repeated assembly and disassembly, or stronger performance than plastic threads alone can provide.
Pad Printing and Part Marking
When molded parts require branding, identification, instructions, or product-specific markings, pad printing can be used to apply graphics or text to the surface of the component. This is often useful for logos, icons, part numbers, user-interface markings, or other visual elements that need to be added after molding.
Laser Engraving
Laser engraving may be used when permanent part identification is needed. It can be a strong option for serial numbers, traceability marks, logos, or part numbers that need to remain legible over time. For some programs, laser engraving offers a cleaner and more durable alternative to applied labels or printed markings.
Assembly and Secondary Operations
Some programs benefit from additional secondary operations after molding, including part assembly, labeling, or related finishing steps. When these requirements are considered early, manufacturers can often reduce handling, improve consistency, and simplify the path from molded component to finished product.
Choosing the right finish and post-processing approach depends on the part, the resin, the tool, and the end-use environment. At Hansen Plastics, those decisions are made with production in mind so the final component supports both functional requirements and long-term manufacturing stability.
Horizontal vs Vertical Injection Molding
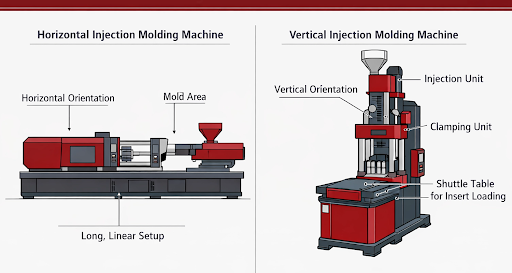
Injection molding machines are typically configured in either horizontal molding or vertical molding orientations. Each configuration offers advantages depending on the type of part being produced, the complexity of the mold, and the manufacturing process being used.
Understanding the differences between horizontal and vertical molding helps manufacturers determine which machine setup best supports part quality, production efficiency, and tooling requirements.
Horizontal Injection Molding
Horizontal injection molding machines are the most common configuration used in large-scale manufacturing. In this setup, the injection unit and mold are positioned horizontally, allowing molten plastic to be injected into the mold cavity from the side.
Horizontal molding is popular because it supports high-volume production and automated manufacturing processes. The horizontal orientation allows molded parts to drop or be removed easily using automated handling systems.
Advantages of horizontal molding include:
- Efficient production for high-volume manufacturing
- Easy integration with robotic automation and conveyors
- Faster cycle times for many applications
- Strong process stability for large production runs
Because of these benefits, horizontal injection molding is often used for consumer products, industrial components, and high-volume manufacturing applications.
Vertical Injection Molding
Vertical molding machines position the injection unit and mold vertically rather than horizontally. In this configuration, gravity can assist with placing inserts or components into the mold before the injection process begins.
Vertical molding is commonly used for applications that involve insert molding or overmolding, where metal components or other parts must be positioned accurately inside the mold before plastic is injected.
Advantages of vertical molding include:
- Improved positioning for inserts and embedded components
- Ideal for insert molding and overmolding applications
- Reduced movement of inserts during the molding process
- Flexibility for specialized manufacturing operations
Both horizontal and vertical injection molding configurations play an important role in modern manufacturing. The appropriate approach depends on part design, production volume, tooling requirements, and the specific molding techniques required for the final product.
For a deeper comparison of machine configurations and when each approach is most effective, see our guide on horizontal vs vertical injection molding.
| Factor | Horizontal | Vertical |
| Best for | High-volume production | Insert and overmolding |
| Automation | Strong fit | More specialized |
| Insert placement | Less ideal | Better |
| Typical use | General production | Complex insert applications |
Injection Molding Design Considerations
Successful injection molding begins with thoughtful part design. Many molding issues start long before the first shot. Poor draft, uneven wall thickness, and unrealistic tolerance calls can create avoidable problems in tooling and production. Following established injection molding design guidelines allows engineers and manufacturers to optimize the molding process while maintaining product performance and reliability.
Several design factors play a critical role in determining how well a part can be produced through the injection molding process.
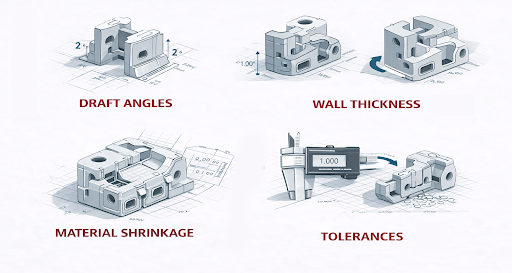
Draft Angles
Draft angles are slight tapers added to the vertical walls of a molded part. These angles allow the part to be released from the mold more easily during the ejection phase of the injection molding cycle.
Without adequate draft angles, parts may stick to the mold surfaces, which can cause damage to the part or increase cycle times. Incorporating appropriate draft angles during the design phase helps improve mold release and reduce wear on tooling.
Wall Thickness
Consistent wall thickness is an important design principle in injection molding. Uneven or excessively thick sections can lead to defects such as sink marks, warping, or incomplete mold filling.
Designing parts with uniform wall thickness allows the molten plastic to flow more evenly through the mold cavity and cool at a consistent rate. This helps maintain dimensional stability and improves overall part quality.
Tolerances
Injection molding is capable of producing parts with tight dimensional tolerances when the mold design and process parameters are properly controlled. However, tolerance requirements should be evaluated carefully during the design phase to ensure they are achievable and cost-effective.
Factors such as material type, mold construction, and cooling rates can influence final part dimensions. Clear tolerance specifications help guide tooling design and process setup.
Material Shrinkage
As plastic cools inside the mold, it naturally contracts. This material shrinkage must be accounted for when designing the mold cavity to ensure the finished part meets the intended dimensions.
Different thermoplastics shrink at different rates, so engineers must consider the properties of the selected material when developing mold tooling and part geometry.
By following sound injection molding design guidelines and considering factors such as draft angles, wall thickness, tolerances, and shrinkage, manufacturers can improve production efficiency while ensuring consistent part quality.
Injection Molding Design Guidelines
Good injection molding results start with good part design. Even a well-built tool and a capable molding process can struggle if the part geometry creates unnecessary risk in filling, cooling, ejection, or dimensional stability. Design decisions made early often affect tooling complexity, cycle time, part quality, and long-term production consistency.
At Hansen Plastics, injection molding design is reviewed with manufacturability in mind. The goal is to identify part features that may create avoidable cost or process instability and to recommend practical adjustments that support repeatable production.
| Feature | Tip |
| Undercuts | Reduce undercuts whenever possible, since they can increase tooling complexity and require side actions, lifters, or other specialized mold features. Simplifying these areas can help improve manufacturability and control tooling cost. |
| Wall Thickness | Maintain a more uniform wall thickness to support better fill, cooling, and dimensional stability. Large wall variations can increase the risk of sink, voids, warpage, and longer cycle times. |
| Draft Angles | Design parts with sufficient draft to support clean ejection and reduce the risk of drag marks, surface damage, or added stress during part release. Draft requirements may increase for textured surfaces or deeper molded features. |
| Ribs and Gussets | Use ribs and gussets to improve stiffness and structural support without increasing outer wall thickness. These features should be designed carefully to help reinforce the part while minimizing the risk of sink or cosmetic issues. |
| Bosses | Design bosses to provide strong, stable attachment points for screws, inserts, or mounting features. Bosses typically perform better when supported by ribs or connected to nearby walls to improve strength and molding stability. |
| Part Ejection | Review part geometry with ejection in mind so the component can release from the mold consistently without distortion or surface damage. Areas that resist release can create unnecessary stress on both the part and the tool. |
| Material Shrink | Account for material shrink early in the design process, since resin behavior can affect final dimensions, tolerance performance, and part consistency. Design choices should support predictable molding results across production. |
| Gating Considerations | Part geometry should support effective gate placement so material can fill the mold properly and pack the part consistently. Poor gate strategy can lead to cosmetic variation, dimensional instability, or avoidable process challenges. |
| Cooling Considerations | Design features should allow for efficient and balanced cooling throughout the part. Uneven cooling can contribute to warpage, cycle time inefficiency, and inconsistent part quality. |
| Design for Repeatable Production | The best molded parts are designed not only to be manufacturable, but to run consistently over time. Reviewing geometry in the context of material behavior, tooling strategy, cooling, venting, and tolerance expectations can help support long-term production stability. |
Injection Molding Applications
Plastic injection molding is used in a wide range of industries because it can produce repeatable parts, hold important dimensions, and scale efficiently once a program is in production. The process is flexible enough to support everything from cosmetic housings to functional components that need to perform under load, exposure, or repeated use.
At Hansen Plastics, injection molding is used for applications where consistency matters, materials need to match the real-world environment, and the part has to run reliably from one production cycle to the next.
Medical Devices
Medical applications often require tight dimensional control, dependable material performance, and consistent repeatability over long runs. Injection molding is commonly used for device housings, internal components, enclosures, and other molded parts where fit, finish, and process consistency matter.
Consumer Electronics
Consumer electronic parts often need to balance appearance, durability, and assembly precision. Injection molding is a strong fit for covers, housings, supports, and internal molded components that need to look clean, fit properly, and hold up through regular use.
Industrial Components
Industrial parts often require strength, wear resistance, and consistent production quality. Injection molding is used to produce a wide variety of industrial components, including brackets, housings, guards, covers, and functional parts used in mechanical systems and equipment.
Appliances
Appliance components need to be repeatable, durable, and cost-effective over long production runs. Injection molding is often used for structural parts, trim components, control housings, and internal assemblies used in both consumer and commercial appliance applications.
Automotive
Automotive molded parts often need to maintain performance under temperature changes, vibration, and regular wear. Injection molding is commonly used for clips, brackets, housings, covers, and other plastic components where consistency and durability are important.
Life Safety
Life safety products depend on molded parts that do their job without variation. Injection molding is used for enclosures, detector housings, mounting components, and structural plastic parts used in products where reliability is critical.
Fluid Movement
Fluid movement applications often require molded parts with tight sealing surfaces, chemical resistance, and stable dimensions. Injection molding is well suited for housings, fittings, valve-related parts, and other components used in pumps, flow-control systems, and fluid-handling assemblies.
Transportation
Transportation applications often call for lightweight but durable molded components that can hold up in demanding operating conditions. Injection molding is used for housings, supports, covers, and other parts that need to combine repeatability with long-term durability.
Construction
Construction-related molded parts often need to withstand rough handling, outdoor exposure, and repeated use. Injection molding supports a range of components used in equipment, jobsite products, and building-related systems where durability matters.
Agriculture
Agricultural applications place real demands on molded parts. Exposure to vibration, dirt, moisture, and changing temperatures means the material and process both need to be right. Injection molding is used for housings, guards, connectors, and other functional components used in agricultural equipment and related systems.
Injection molding is not limited to one type of product or one type of industry. Its value comes from its ability to match the part design, the material, and the production requirements in a way that supports consistent output and dependable performance.
Injection Molding Production Volumes and Lead Times
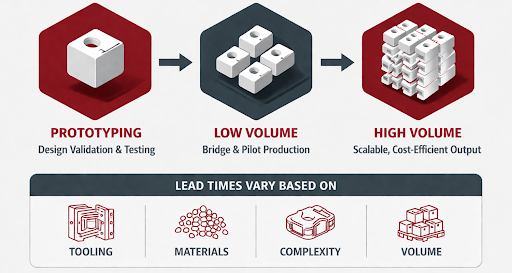
One of the key advantages of plastic injection molding is its ability to support a wide range of production needs, from early-stage prototyping to full-scale manufacturing. The right production strategy depends on the stage of product development, the complexity of the part, tooling requirements, and expected order volume. Understanding how injection molding production scales helps manufacturers plan effectively for both short-term launches and long-term demand.
Prototyping
Prototyping is often the first step in validating part design, fit, and function before moving into larger production runs. Injection molded prototypes allow manufacturers to evaluate how a part performs in real-world conditions and identify potential design adjustments before investing in higher-volume manufacturing.
Prototype production is especially valuable when a project requires design refinement, material testing, or early customer approvals.
Low-Volume Production
Low-volume injection molding is commonly used for bridge production, pilot runs, niche product lines, or applications with limited demand. This stage allows manufacturers to begin producing functional parts without committing immediately to large-scale output.
Low-volume production can help companies:
- Validate tooling and production processes
- Support early product launches
- Manage inventory more efficiently
- Reduce risk before scaling to higher volumes
High-Volume Production
Injection molding is particularly well suited for high-volume production because the process can produce large quantities of parts with consistent quality and repeatability. Once tooling is finalized and process parameters are optimized, manufacturers can run high-volume production efficiently while maintaining tight tolerances and stable cycle times.
For companies producing thousands or millions of parts, injection molding offers a scalable manufacturing solution that supports efficiency, consistency, and cost control over long production runs.
Planning for Lead Times
Lead times in injection molding can vary depending on part complexity, tooling requirements, material selection, and production volume. Prototype projects and new tooling programs may require additional time upfront, while established production runs can move more efficiently once the mold and process are in place.
By aligning production volume with project goals, manufacturers can choose an injection molding strategy that supports product development timelines, market demand, and long-term production efficiency.
Injection Molding Cost Factors

When evaluating a new project, injection molding cost depends on more than just the price of producing each part. Total project cost is influenced by tooling, material selection, part design, and production volume. Understanding these cost drivers helps manufacturers make better decisions early in the process and identify opportunities to improve efficiency before production begins.
Tooling Cost
Tooling is often one of the largest upfront investments in an injection molding project. The mold must be designed and built to match the part geometry, material requirements, and expected production volume. More complex molds with multiple cavities, tight tolerances, or specialized features typically require a higher initial investment.
While tooling cost can be significant at the beginning of a project, it supports repeatable production over the life of the program and becomes more cost-effective as production volume increases.
Material Cost
The type of resin selected for a molded part also affects project cost. Standard thermoplastics are generally more cost-effective, while engineering resins and specialty materials may increase part cost due to their performance characteristics and processing requirements.
Material cost is influenced by factors such as:
- Resin type and grade
- Performance requirements
- Availability and market pricing
- Part weight and material usage
Selecting the right material means balancing performance needs with overall manufacturing efficiency.
Part Complexity
Part design has a direct impact on injection molding cost. Components with complex geometries, thin walls, tight tolerances, undercuts, or cosmetic requirements often require more advanced tooling and process control. Complex parts may also increase cycle times or require secondary operations, which can add to the total production cost.
Well-designed parts are often easier to mold consistently and can help reduce unnecessary manufacturing challenges.
Production Volume
Production volume plays a major role in overall cost per part. Higher production volumes allow the upfront tooling investment to be spread across more units, which typically lowers the cost per part over time. For lower-volume projects, the tooling cost represents a larger share of the total project investment.
This is why injection molding is often most cost-effective when a part is expected to run at medium to high volumes with consistent repeatability.
By evaluating tooling cost, material cost, part complexity, and production volume together, manufacturers can build a clearer picture of the total injection molding cost and identify the most efficient path to production
Why Manufacturers Choose Hansen Plastics

Choosing an injection molding partner is not just about press capacity or price per part. It is about finding a team that understands how tooling, resin behavior, part geometry, and process control all affect what happens once production starts. At Hansen Plastics, injection molding is approached as a manufacturing discipline built around consistency, repeatability, and long-term production performance.
Process Engineering Comes First
Strong molding programs usually start before the first shot is ever run. Part geometry, material choice, tooling strategy, and process planning all need to work together if the goal is a stable production program. Hansen Plastics works through those variables early so customers are not solving avoidable problems later in the toolroom or on the press.
That engineering focus helps improve manufacturability, reduce variation, and set the program up for a smoother transition into production.
Decoupled Molding Experience
For parts where consistency matters, process control matters just as much. Hansen Plastics brings experience with decoupled molding, a methodology used to separate the filling phase from the packing phase so the process can be controlled more precisely.
That matters on parts where dimensional repeatability, tighter tolerances, or long-run consistency are critical. A more controlled process can reduce shot-to-shot variation and create a more stable production window over time.
Quality Built Into the Process
Quality is not something that gets checked only at the end of production. It needs to be built into the way the job is developed and run. Hansen Plastics focuses on process stability, repeatable setup, and controlled production conditions so parts are more likely to meet requirements consistently, not just occasionally.
That attention to process supports:
- More consistent dimensional accuracy
- Less part-to-part variation
- Better repeatability over long runs
- Greater confidence in production output
Precision Tooling Matters
Tooling has a direct impact on how well a part runs in production. A well-built mold supports repeatable cycles, cleaner part formation, and more predictable quality over time. Hansen Plastics understands that tooling decisions affect far more than launch. They affect day-to-day production performance for the life of the program.
By aligning tooling strategy with part design, resin selection, and volume expectations, Hansen helps customers build programs that are easier to run and more reliable over time.
Manufacturers choose Hansen Plastics when they need more than molded parts. They need a partner that pays attention to the details that determine whether a program runs cleanly, holds tolerance, and stays consistent once production is underway.
Frequently Asked Questions About Plastic Injection Molding

Plastic injection molding is usually the best fit when a part needs to be produced consistently, repeatedly, and at scale. It is especially effective for components with tight dimensional requirements, complex geometry, and long-term production demand. At Hansen Plastics, injection molding is often the right solution when customers need dependable part quality, material consistency, and a process that can support ongoing production without excessive variation.
For many manufacturers, injection molding becomes the preferred option when:
- Part repeatability is critical
- Production volumes justify tooling investment
- Tight tolerances are required
- The part will be produced over a long product lifecycle
- Material performance matters in the end-use environment
Injection molding lead times are influenced by more than machine availability. The biggest factors usually include tooling complexity, material selection, part geometry, and how much process development is needed before production begins. At Hansen Plastics, lead time is evaluated based on the full scope of the project so the production plan reflects both timing and process stability.
A faster launch is important, but a stable and repeatable molding process is what supports long-term success after production begins.
Choosing the right material starts with understanding how the part will function in the real world. The best resin for one molded component may be completely wrong for another depending on load requirements, wear conditions, temperature exposure, chemical contact, and dimensional expectations. Hansen Plastics works with customers to align material selection with both part performance and process requirements.
Overmolding and insert molding are both advanced injection molding techniques, but they solve different design and manufacturing challenges. Overmolding is used when one material is molded over another substrate, often to add grip, protection, or a secondary functional layer. Insert molding is used when a pre-formed component, such as a metal insert or threaded element, is placed into the mold before plastic is injected around it.
At Hansen Plastics, the right process depends on the end-use requirements of the part.
In general:
- Overmolding is often used to combine rigid and soft materials in one finished component
- Insert molding is often used to integrate metal or other embedded components directly into the molded part
Both approaches can reduce secondary assembly and improve final part performance when applied correctly.
Vertical injection molding is often the better option when the part or process involves inserts, embedded components, or specialized loading requirements. Because the mold is oriented vertically, gravity can help keep inserts in place before plastic is injected. This makes vertical molding especially useful for insert molding and certain overmolding applications.
Vertical molding may be the better choice when:
- The part includes metal inserts or embedded hardware
- Insert placement accuracy is critical
- The molding process involves manual or semi-automated loading
- A specialized molding configuration is needed for the part design
Horizontal molding is often preferred for high-volume automated production, but vertical molding offers advantages when part design and process control demand a different setup.
Decoupled molding improves consistency by separating the filling phase from the packing phase of the injection molding cycle. Instead of treating the molding cycle as one blended event, the process is controlled in a way that isolates how the mold fills and how pressure is maintained as the part solidifies.
This approach can help improve:
- Part-to-part consistency
- Dimensional repeatability
- Process control during long production runs
- Stability when molding more demanding geometries or tighter tolerance parts
For manufacturers focused on reducing variation and improving repeatable quality, decoupled molding can be a meaningful process advantage.
A good injection molding partner should bring more than machine capacity. The right partner should understand tooling, process development, material behavior, part design, and long-run consistency. At Hansen Plastics, injection molding is approached as a process engineering discipline, not just a production service.
Yes, injection molding is often one of the most cost-effective manufacturing methods for high-volume production. While tooling creates a larger upfront investment, the process becomes more efficient as production volume increases because that investment is spread across more parts. Once tooling is complete and the process is dialed in, injection molding can produce large quantities of parts with consistent quality and stable cycle times.
Request an Injection Molding Quote
If you are evaluating a new plastic part, reviewing an existing molded component, or planning to move a program into production, Hansen Plastics can help you determine the right path forward. A successful injection molding program starts with more than a price request. It starts with understanding the part requirements, material considerations, tooling strategy, and production goals that will shape long-term manufacturing success.
Hansen Plastics works with manufacturers to support custom plastic injection molding programs with a focus on process engineering, part quality, and repeatable production. Whether the need involves a new component, a production transfer, or a more complex molding application, the team can review project requirements and provide guidance based on the demands of the part and the realities of the molding process.